

この記事では
・100V半自動溶接機でコアサポートは溶接できるのか
・素人溶接で失敗したポイント
・溶接機作業におけるベルトサンダーの重要性
を実体験ベースで解説する。
実施作業概要
今回実施する作業は以下の通りである。
・コアサポート周りのDIY板金(前回の記事はこちら)
・溶接(今回の記事)
・錆止め処理
・タイヤハウス〜コアサポートの塗装
前回の記事では、コアサポート周辺の板金作業までを紹介した。
今回はその続きとして溶接作業を行っていく。
※塗装まで作業完了後ブログ立ち上げのため、写真不足あります。ご理解のほどよろしくお願いいたします。
⸻
私の溶接経験
溶接の経験は5〜6回程度である。
これまでに行った作業は
・自作マフラー
・ステー制作
・フェンダーのアーチ上げ
程度である。
はっきり言って上手くはない。


最後に溶接したのは2〜3年前であり、不安しかない状態での作業である。
⸻
ドリフトFCの現状
まずはラジエター前のコアサポートから確認する。
縦に走っているフレームは上下とも完全に外れており、
リレー取付部との接続でかろうじて落下を免れている状態であった。
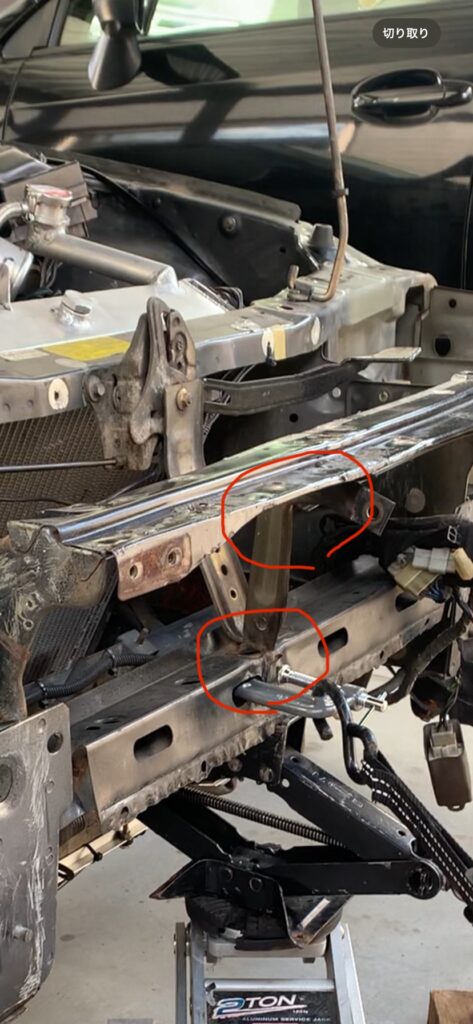
次に運転席側のフェンダー下部。
こちらも完全に破断しており、タッピングビスで固定されていた。

溶接による熱影響とどちらが良いのか多少疑問はある。
しかし見栄えも悪いため、今回は溶接で修理することにした。
⸻
溶接機の調整
使用するのは100V半自動溶接機である。

この溶接機は
・溶接ワイヤー供給スピード(ワイヤースピード)
・電流(4段階)
を調整することができる。
ワイヤースピードと電流の関係は単純である。
電流が強いほどワイヤーは早く溶けるため、
電流を強くした場合はワイヤースピードも速くする必要がある。
設定の合わせ方は人それぞれだと思うが、
私はまず電流値を決めることから始める。
溶接対象をしっかり溶かすことができ、
かつ鉄板に穴を開けない最大の電流を探す。
この段階ではワイヤースピードは適当でよい。
電流値を決めた後、次にワイヤースピードを合わせ込む。
こちらは音で判断している。
先に述べた通り、ワイヤースピードが遅い(供給不足)の場合、
ワイヤーが溶ける速度の方が速くなる。
その結果
「ジッ、ジッ、ジッ」
という断続的な音になる。
弾かれるような感触もあり、上手く溶接できない。
ワイヤースピードが適正になると
「ジーーーーー」
という連続音になる。
逆にワイヤースピードが速すぎる(供給過多)場合は、
音では分かりにくいが溶接跡が芋虫のような形になる。
ただしこれはトーチの移動速度にも影響されるため一概には言えない。
以上は簡単な理屈と、あくまで私の感覚である。
多少でも参考になれば幸いである。
⸻
溶接作業(失敗事例)
まず結論を書く。
今回の作業で重要だと感じたポイントは2つである。
1つ目。
溶接箇所の地金をしっかり出さないと絶対に上手く溶接できない。
これは100V溶接機だからなのかは分からない。
しかし地金出しは本当に重要である。
最も簡単な解決方法は
ベルトサンダーを使用することだ。

これを使うか使わないかで結果はまったく変わる。
2つ目。
ワイヤー初動の安定である。
これは本当にしょうもない話である。
溶接開始前、ワイヤーの長さを調整する際、
私は長い場合は巻き戻し、短い場合は手で引き出していた。
貧乏性なのでワイヤーを無駄にしたくなかったのである。
しかし冷静に考えれば当たり前の話だが、
これをやるとワイヤー送りの初動がばらつく。
いわゆるバックラッシュのような現象である。
本当に情けないミスである。
では失敗談も含めて、実際の溶接作業を順に書いていく。
⸻
コアサポート前側の溶接
まずラジエター前のコアサポートである。
手が入りにくい場所だったため、
ヤスリやワイヤーブラシを使って地金を出し、溶接を試みた。
しかし結果はまったくダメであった。
溶接玉が鉄板の上に乗るだけで、
まったく溶け込まない。
明らかに熱が入っていない状態である。
電流が弱い原因は主に3つあると考えた。
1 設定電流が低い
2 溶接機の出力が弱い
3 溶接対象の導電性が低い
今回は明らかに3が原因であると判断した。
(後述するが、実際には1も関係していた)
溶接玉を除去するのもヤスリでは大変なので、
次はサンダーで削ることにした。
サンダーがあるなら最初から使えば良いと思われるかもしれない。
しかし使わなかった理由がある。
鉄板が薄くサンダーの刃が当てにくいため、
削りすぎてしまうことを懸念したからである。
結果は予想通りであった。
削りすぎてしまい、
なんとか溶接はできたものの穴を開けてしまった。
完全に素人丸出しである。


⸻
フェンダー下部の溶接
次はフェンダー下部の取付である。
こちらは溶接姿勢が比較的楽であり、
板金の仕上がりもよく破断面もきれいに一致していた。
しかしここでも地金出しが不十分だったため苦戦した。
くっつきはするが、強度が出ないという状態である。
特にフレーム部分は鉄板が厚く、
本当に溶け込まない。
熱もあまり入れたくない。
かといって鉄板の薄肉化も避けたい。
そんな時、ふと思い出した。
昔購入した
サンダー用ベルトサンダーキットの存在である。
なぜ忘れていたかと言うと、
なぜか買い物かごに入っていてレジまで気づかず購入したもの。
また、以前仮付けした時に上手く付かず放置していたためである。
改めて本当に使えないのか確認する。
寸法は問題ない。
これは嬉しい。
早速取り付け、180番のベルトで地金出しを行う。
アースポイントも地金を出した。
そして溶接。
さっきまでとはまるで違う。
しっかり溶け込み、
溶接できている感触がある。
それまでフレームを傷めないよう抑えていた電流設定を
MAXに切り替えた。
その後は驚くほど簡単に作業が進んだ。


これまでは、塗装や錆が残っていたことで電気がうまく流れていなかったようだ。
安定したことで、
電流をMAXとしてもトーチの移動を速めることができ、
なんら不安なく、しっかりと溶接できた。
ラジエター前の溶接に関しても、
ベルトサンダーを使用していれば、
フレームを削り過ぎることはなく、
電流MAXで容易に溶接できたのであろう。
溶接後のビードもベルトサンダーがあればきれいに除去できる。
上記、悪戦苦闘に3時間ほど、
ベルトサンダー使用後は10分程度の作業である。
⸻
溶接のキーマン
今回の作業で分かったこと。
溶接のキーマンは
ベルトサンダーであった。
私の中でベルトサンダーは
「あれば便利だが高い工具」というイメージがあった。
さらに、取付寸法を間違えて購入したと思い込んでいたベルトサンダーキットを持っていたため、
購入する気にもならなかった。
しかし溶接作業をするなら
ぜひ購入することをおすすめする。
作業効率も結果も
まったく違うからである。
気づけばまた、長い記事になってしまった。
⸻
次回
次回は
・錆止め処理
・コアサポート周辺の塗装
についてまとめる。
下記、使用機材まとめ
AP 100V溶接機
100V溶接機は
「昇圧しないと使い物にならない」とよく言われる。
しかし我が家の環境では昇圧なしでも問題なく使用できている。
過去に貸しガレージで使用していた際も
特に問題はなかった。
ただし契約電流には注意が必要である。
連続して電流を使いすぎると
電力会社側でブレーカーが落ちる。
実際にこれをやらかし、
本当に焦った。
⸻
自動遮光面
初心者は必須である。
お面タイプもあるが、
私はメガネタイプの方が使いやすいと感じる。

ただし顔は日焼けする。
長時間作業するなら
お面タイプの方がよい。

⸻
溶接用手袋
あると安心である。
腕周りが「アチッ」となる確率はほぼゼロになる

⸻
固定マグネット
これがあると、溶接対象を手で持たなくて済む。
また、角度もいろいろ設定できるため、
溶接時の安定性確保で使用している。

⸻
シャコ万力

⸻
サンダー

⸻
サンダー用ベルトサンダーキット

⸻
ベルトサンダー【参考】

※各種適合については、購入者様で最終確認をお願いします。
※本記事は個人のDIY作業の記録です。
作業を行う場合は安全に十分注意し、自己責任でお願いします。

コメント